滚珠丝杠副
欢迎访问南京工艺装备制造股份有限公司官方网站!




铝合金结构工作台

铝合金结构工作台1
- 产品描述
产品简介
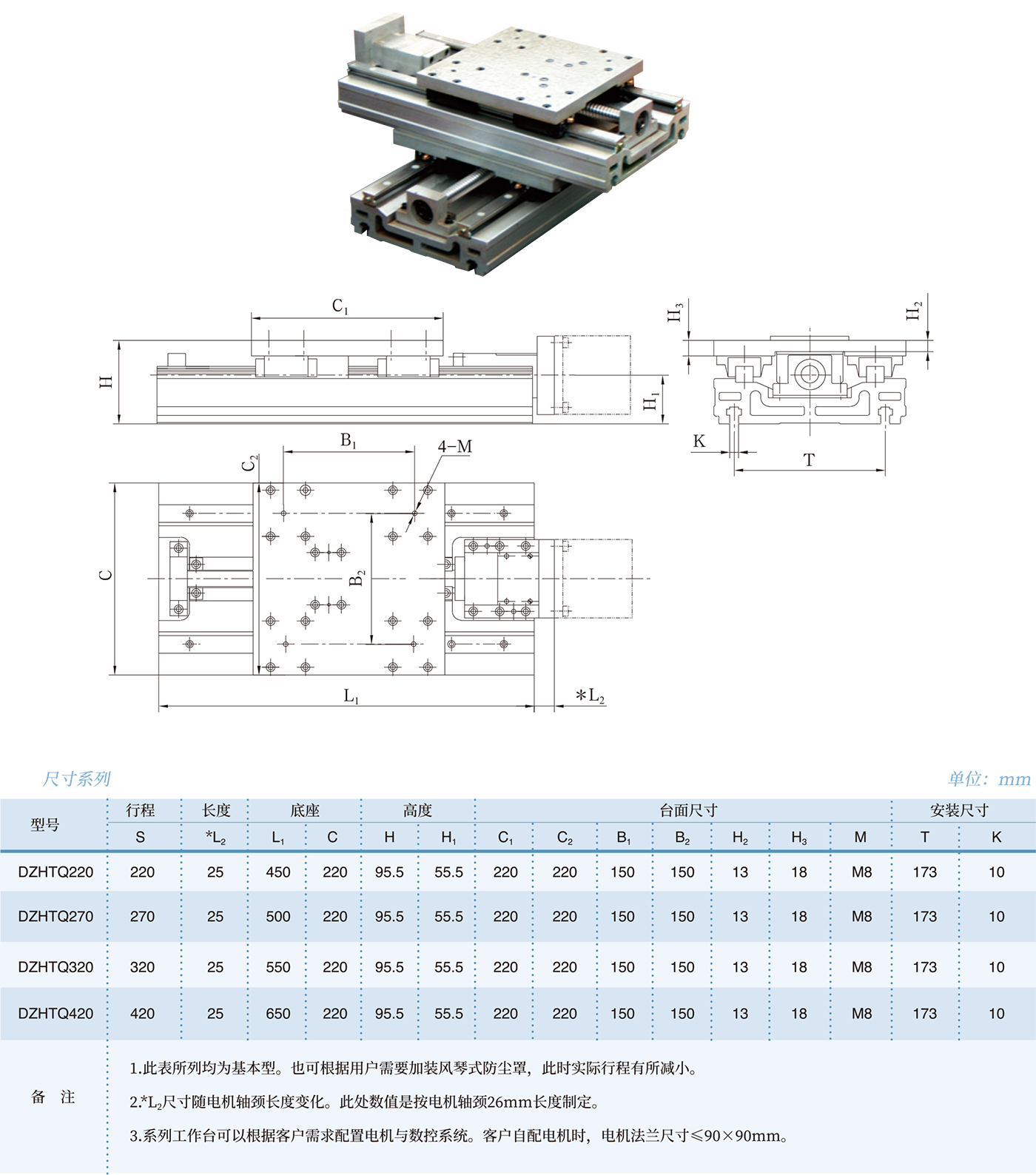
本产品基础构件采用优质铝合金材料,更显产品的轻巧美观,采用高效滚珠丝杠副与直线滚动导轨副,具有轻松灵活、运动平稳、精度高、寿命长、重量轻结构紧凑等特点。
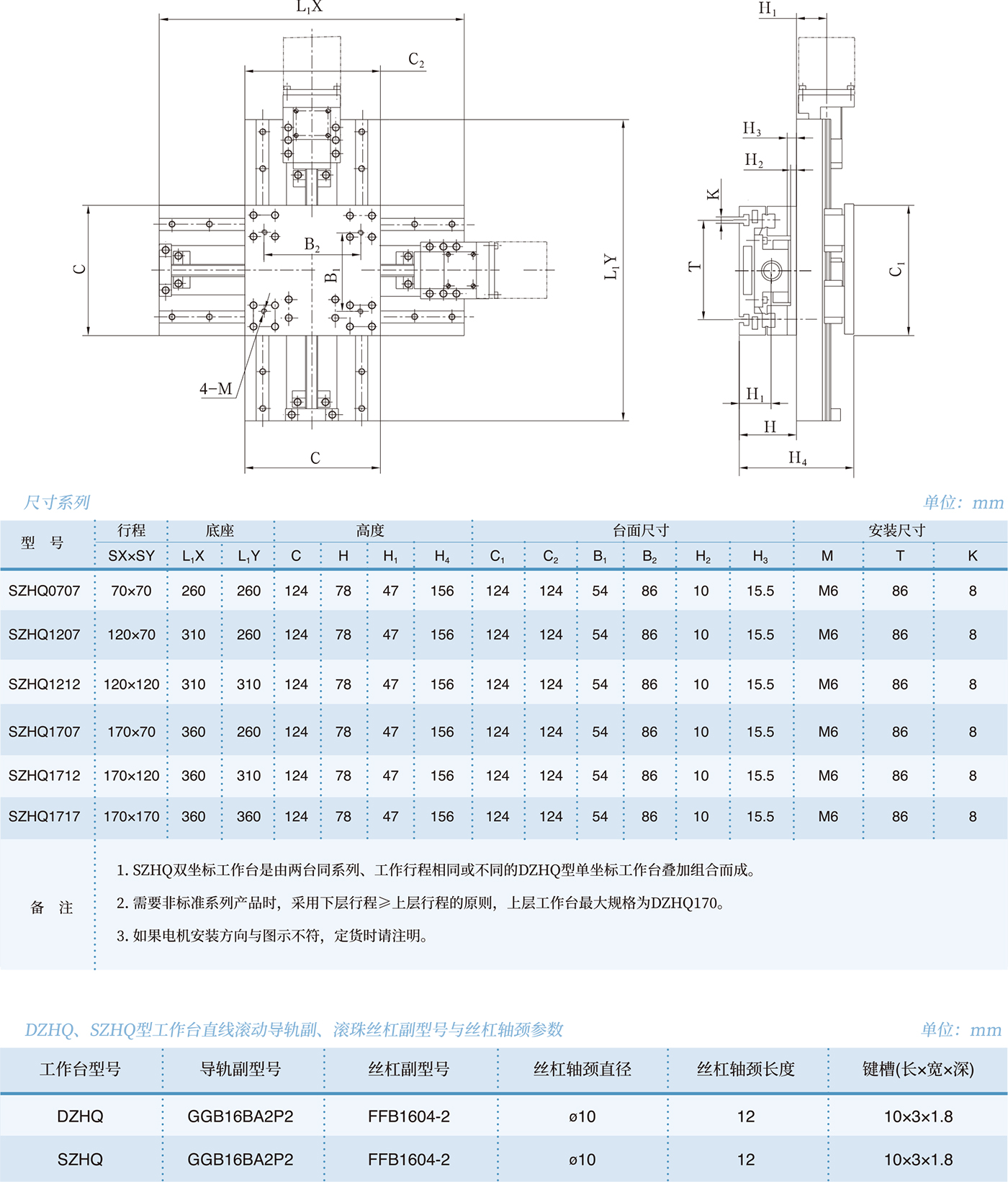
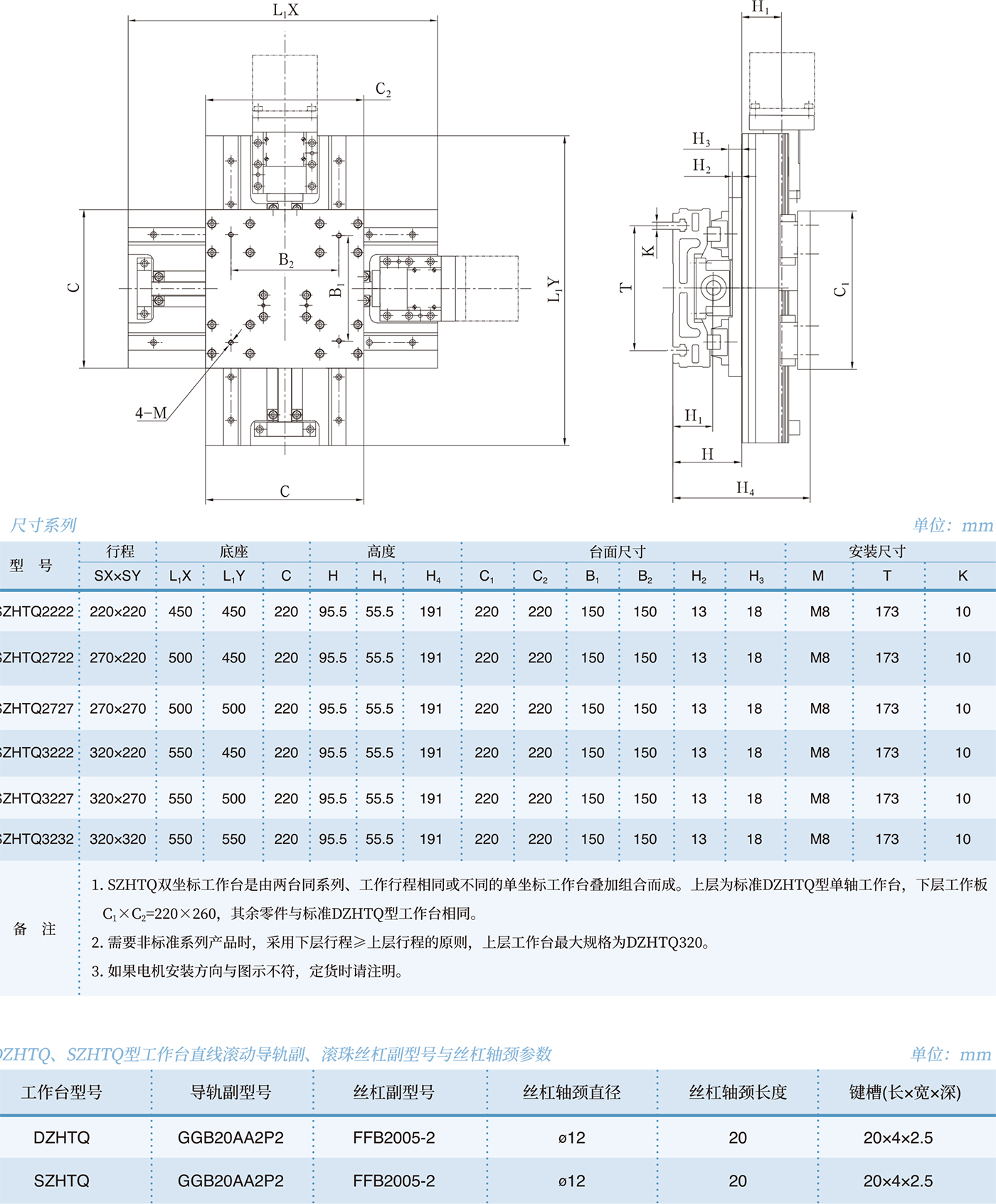
可应用于测量、激光焊接、激光切割,涂胶、插件、射线扫瞄及实用教学等轻载场合。现有单坐标工作台DZHQ、DZHTQ型和双坐标工作台SZHQ、SZHTQ型供用户选用。
本公司可提供机电一体化产品,用户也可根据自己的需要自配电机与数控系统,满足个性化的要求。
DZHQ型单坐标工作台
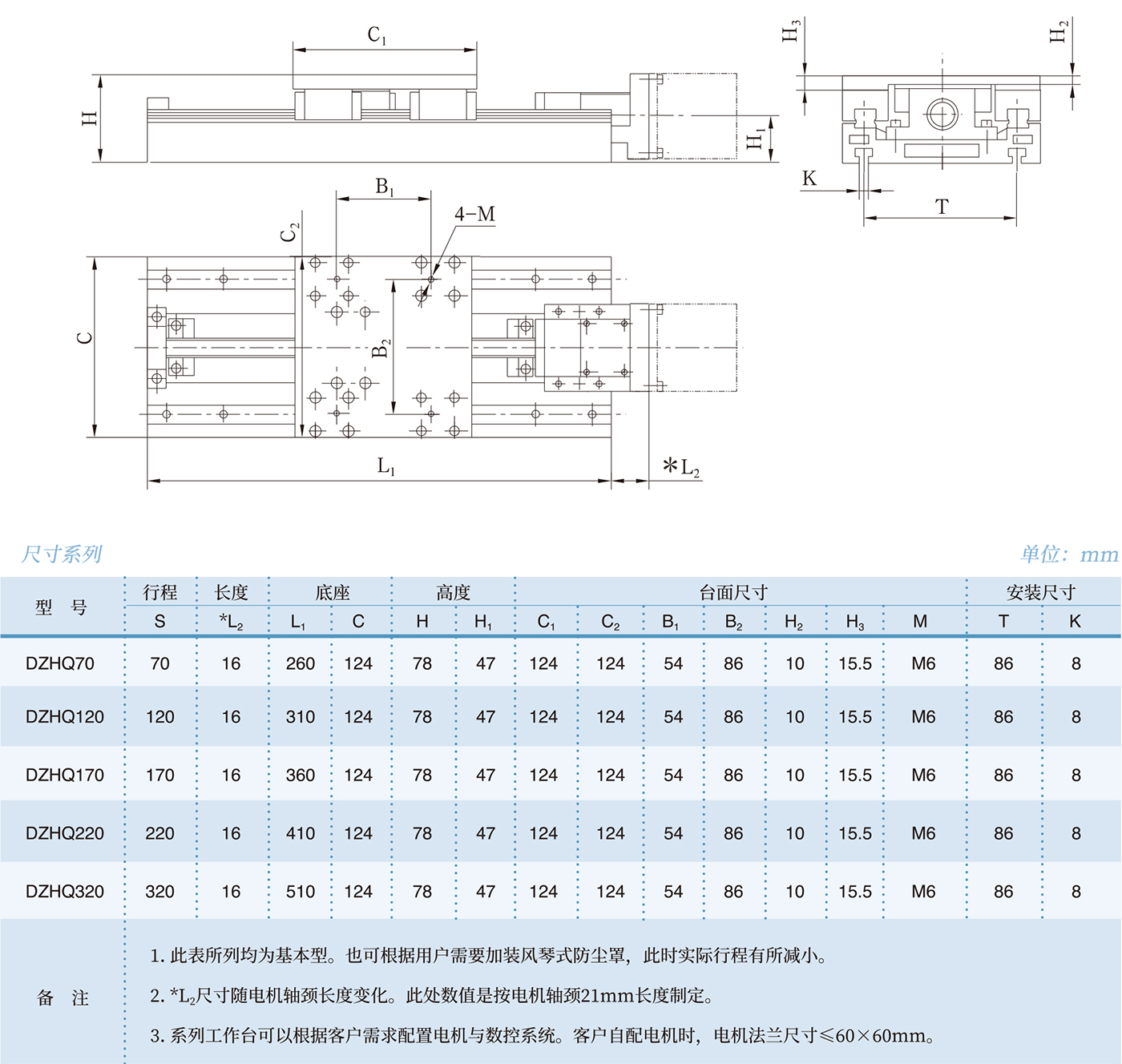
SZHQ型双坐标工作台
DZHTQ型单坐标工作台
SZHTQ型单坐标工作台
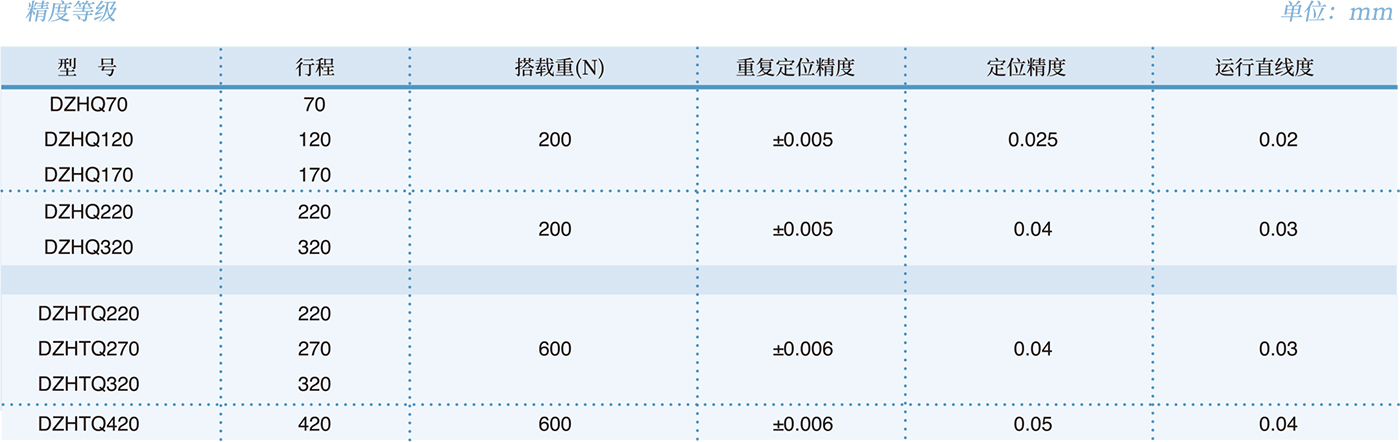
DZHQ型、DZHTQ型铝合金工作台精度
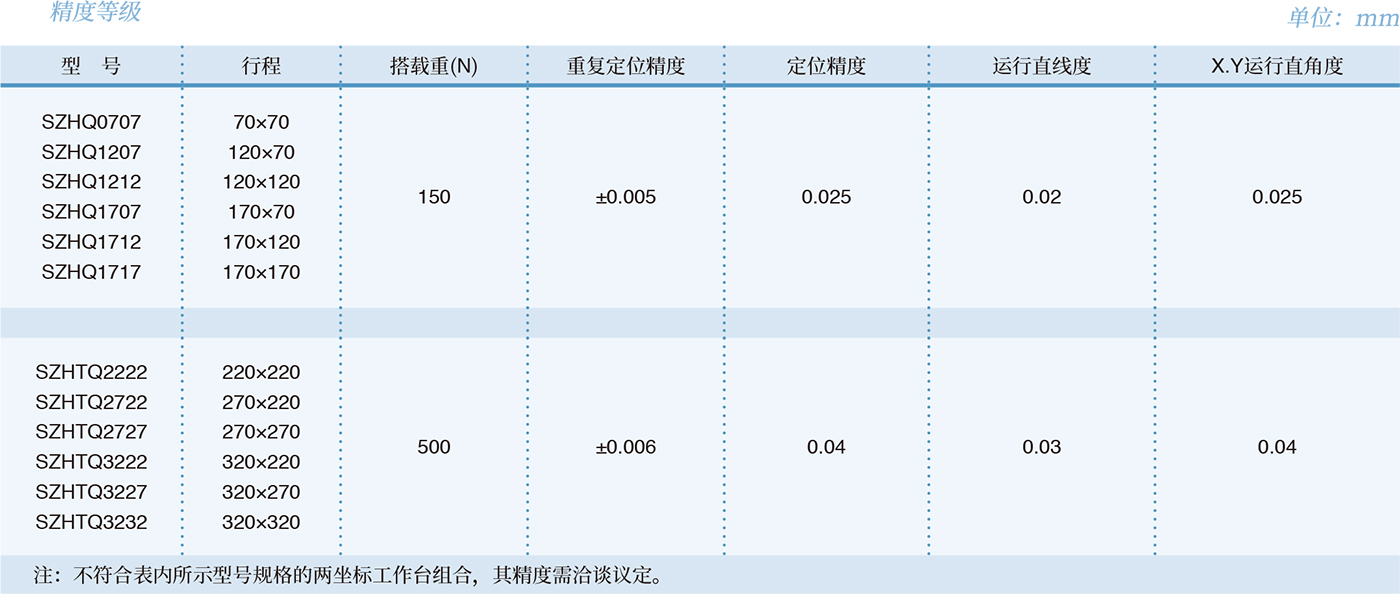
SZHQ型、SZHTQ型铝合金工作台精度
六、安装与使用
●数控精密工作台的安装
数控精密工作台必需安装在刚性良好的基座上,基座安装面粗糙度最低Ral.60,平面度7级精度,必要时进行刮研加工。 按照数控工作台底座上的安装孔位置配加工基座安装孔,用圆柱头内六角螺钉紧固。
●数控工作台的使用注意事项
◆数控工作台设定行走程序必须在有效行程内,不得经常冲击机械极限行程挡块,更不能直接用于限位。在频繁更换程序条件下,要自行设定电气限位开关,进行保护。
◆工作台各滚动元件必须保持清洁,不得有切屑或颗粒灰尘进入滚道内部,滚道严防硬物件撞击,避免出现损伤而造成精度丧失,甚至无法运行的损失。
◆开机前要清除工作台行程区内所有物品,避免出现误碰撞或发生事故。
◆频繁连续工作场合,要定期检查紧固件的锁紧状态,如有松动,要及时紧固。尤其是联轴节与电机的螺钉,一定要紧固。
◆步进电机控制的工作台,要尽量避免使用电机的高、低速区域(参考电机矩频特性曲线),否则易产生低速振动或高速失步的现象。
◆全套配置的数控工作台,通电前须检查各接线的正确性、牢固性、安全性。一切符合要求后, 再接通电源,联机运行。
◆数控工作台滚动元件必须定期进行润滑,保证精度持久性。连续、高速使用时,建议采取集中润滑系统。
◆标准型工作台没有防尘装置,故有切屑及粉尘水雾的工作环境避免使用。如有特殊要求,订货时请注明。
◆工作台一般用于水平安装使用,在垂直安装使用时,工作台承重很小,滚珠丝杠副不自锁,要充分考虑自锁机构,通常用机械重锤平衡或抱闸电机。
◆工作台的承载- -般在工作台面范围内,如果承载偏置超出台面,会产生较大偏矩,一定要注意重载荷的力点。
◆工作台面上预留的四个安装螺孔,安装物件时,螺钉拧入深度不得大于台面厚度,防止螺钉顶在导轨滑座上而使台面变形。
◆数控工作台不可随意拆卸。如遇非拆卸不可的情况时,滚珠丝杠上的滚珠螺母不许脱离丝杠;滚动导轨上的滑块不许脱离导轨或超过行程又推回去。否则必须送回我厂重装。
◆对定位精度、重复定位精度要求较高的场合,一定要选用带有细分电路的驱动器,细化脉冲当量,减少误差。为了保证兼容性,电机与驱动器选用同一厂家产品。
七、工作台的精度检测方法
●重复定位精度
在工作台上选1点,从同-方向上移动不小于0.1mm的距离进行七次重复定位,测量停止位置,记录最大差值。在工作台行程的中间,靠近两端三个位置进行检测。
●定位精度
工作台向正(或负)方向移动,以停止位置作基准,然后按规定的间隔给指令向同一方 向移动顺序进行定位。根据基准位置,测出实际移动距离和规定移动距离的偏差,测定值中的最大偏差与最小偏差为误差值。
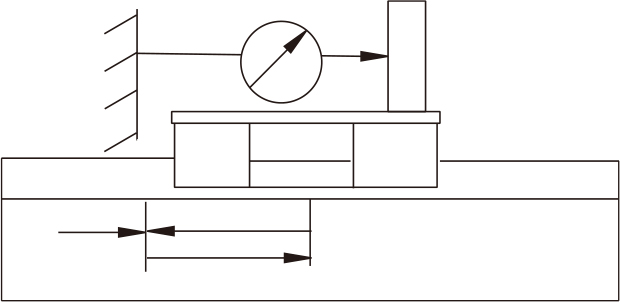
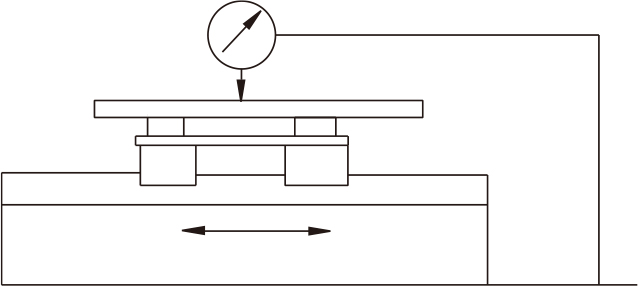
●运行直线度
先调整精密平尺与基准底面平行,两端表值相等。然后移动工作台在全行程检测,表值读数最大差值为误差值。
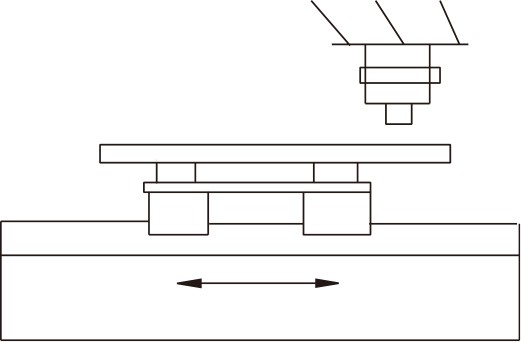
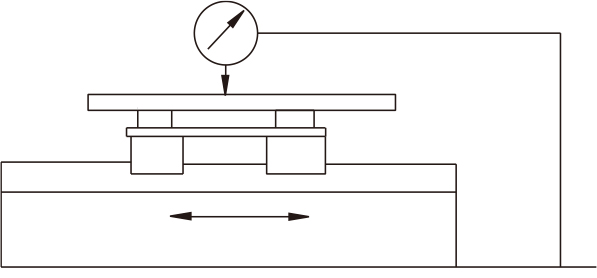
●台面运行平行度
用精密平尺垫上等高块置放在工作台面上,移动工作台在全行程检测,表值读数最大差值为误差值。
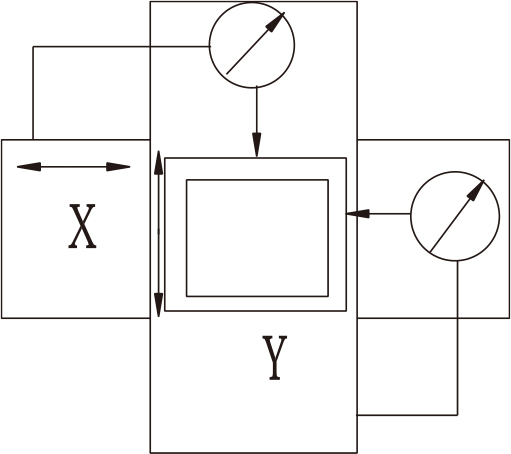
●XY运行直角度
调整角尺,使得角尺的一.侧与工作台X移动方向平行,然后将Y向工作台位于X向行程中间的位置。将表头触在角尺的另一侧面,移动Y向工作台板,在角尺有效长度测量,读出表头反映的最大差值,然后按Y向行程长度与测量长度的比值乘以读数差值,折算出X、Y运行垂直度数值。
无 :
下一个
相关产品
联系我们 / CONTACT US
南京工艺装备制造股份有限公司
地址:南京市江宁区滨江开发区飞鹰路79号
订货热线: +86-025-8656 1707 / 8658 6220
技术部: +86-025-8658 6253
售后热线:+86-025-8658 6241
举报电话: 025-86586228、86586231
举报邮箱: njgyjijc@163.com
http://www.njyigong.cn
E-mail:scb@njyigong.cn
1688店铺 中国制造网 中国供应商
客户留言
描述:
版权所有:南京工艺装备制造股份有限公司 苏ICP备07011953号 网站建设:中企动力 南京 SEO